Sinkide valmistamisel kasutatavad seadmed
Soolvee valmistamise seadmed
Põhiosadeks on soolvee segamise mahuti, soola ning soolamislisandite sisselaadimispunker ja pump. Pulbrilisel kujul soolamislisandid ja sool imetakse pumbaga soolvee mahutisse, samal ajal täidetakse mahuti veega. Soolvett segatakse mahuti kohal paikneva segistiga või seda mitmeid kordi läbi pumba juhtides (Soidla et al., 2011).
Soolveepritsid
Soolveepritse kasutades viiakse soolamisvesi lihasse nõelte abil rõhu all. Kasutatakse ühe- või mitmenõelalisi käsipritse ja erineva võimsusega paljunõelalisi konveierlindiga soolveepritse.
Ühenõelalise soolveepritsi õõnesnõel on umbse otsaga ning soolvee väljalaskeavad asuvad nõela külgedel. Pritsimisel tehakse nõelaga 5-10 torget jälgides, et torked ei ristuks, soolvee kogus on 10–20% singi kaalust. Soolvee jaotumise ühtlus sõltub torgete arvust, suunast, tihedusest ja pritsimisrõhust, konte sisaldavas singis on raske garanteerida soolvee ühtlast jaotust tootes. Soolasisalduse ühtlustumiseks tuleb lasta sinkidel täiendavalt soolduda basseinides soolvee all 5–7 ööpäeva, mistõttu ühenõelalised pritsid tööstuslikes tingimustes ei sobi.
Võimalik on viia soolvesi lihasse ja veresoonte kaudu. Selleks kasutatakse soolveepritsi, mille õõnesnõela ots on kaldu, nõel juhitakse klambriga fikseeritud arterisse. Soolvesi jaotub lihasse veresoonte kaudu ühtlaselt kogu singi ulatuses.
Paljunõelalised pritsid võimaldavad protsessi mehhaniseerida, pritsida nii kondiga kui ka kondita toodet, kiirendada oluliselt tootmistsüklit, soolvee jaotumine on ühtlane, pritsi nõelte tenderiseeriv toime toorainele tagab liha mehaanilise pehmendamise. Mida homogeensemat süstimist võimaldab soolveeprits, seda suurem võib olla lisatava soolvee kontsentratsioon. Pritsi nõelapadjas on mitukümmend kuni isegi üle paarisaja nõela, pritsitava soolvee rõhku ja kogust, liha transportööri liikumiskiirust on võimalik reguleerida. Madalarõhuliste pritside nõelte vedelikuavad on suuremad (~1 mm) ning asetsevad 2-4 kaupa nõela tipus. Pihustussüsteem-pritside nõeltes on 11-14 ava erineval kõrgusel piki nõela ning avad on väiksemad (~0,6 mm). Torkepatjadele annab üles-alla liikumise seadme korpuses olev vändamehhanism või hüdraulika. Vedrustus välistab nõelte nüristumise torkamisel kontidesse. – olenevalt lihasse süstitud lahuse jaotumisest. Ringlev soolveesüsteem tähendab, et lihasse mitteimendunud soolvesi ja lihast eraldunud mahl kogutakse, filtreeritakse ja pritsitakse uuesti. Kinni tuleb pidada antud seadme jaoks sobivast režiimist, vältimaks nt soolvee taskute teket liiga suure pritsimisrõhu puhul, korrigeerida vajadusel ringlevas süsteemi kogutud soolvee kontsentratsiooni ja liigse mikrobiaalse saastatuse vältimiseks töötada madalatel temperatuuridel. Nõelu tuleb perioodiliselt kontrollida ummistuste tekkele (Soidla et al., 2011; Xargayó, 2010).
Põhiosadeks on soolvee segamise mahuti, soola ning soolamislisandite sisselaadimispunker ja pump. Pulbrilisel kujul soolamislisandid ja sool imetakse pumbaga soolvee mahutisse, samal ajal täidetakse mahuti veega. Soolvett segatakse mahuti kohal paikneva segistiga või seda mitmeid kordi läbi pumba juhtides (Soidla et al., 2011).
Soolveepritsid
Soolveepritse kasutades viiakse soolamisvesi lihasse nõelte abil rõhu all. Kasutatakse ühe- või mitmenõelalisi käsipritse ja erineva võimsusega paljunõelalisi konveierlindiga soolveepritse.
Ühenõelalise soolveepritsi õõnesnõel on umbse otsaga ning soolvee väljalaskeavad asuvad nõela külgedel. Pritsimisel tehakse nõelaga 5-10 torget jälgides, et torked ei ristuks, soolvee kogus on 10–20% singi kaalust. Soolvee jaotumise ühtlus sõltub torgete arvust, suunast, tihedusest ja pritsimisrõhust, konte sisaldavas singis on raske garanteerida soolvee ühtlast jaotust tootes. Soolasisalduse ühtlustumiseks tuleb lasta sinkidel täiendavalt soolduda basseinides soolvee all 5–7 ööpäeva, mistõttu ühenõelalised pritsid tööstuslikes tingimustes ei sobi.
Võimalik on viia soolvesi lihasse ja veresoonte kaudu. Selleks kasutatakse soolveepritsi, mille õõnesnõela ots on kaldu, nõel juhitakse klambriga fikseeritud arterisse. Soolvesi jaotub lihasse veresoonte kaudu ühtlaselt kogu singi ulatuses.
Paljunõelalised pritsid võimaldavad protsessi mehhaniseerida, pritsida nii kondiga kui ka kondita toodet, kiirendada oluliselt tootmistsüklit, soolvee jaotumine on ühtlane, pritsi nõelte tenderiseeriv toime toorainele tagab liha mehaanilise pehmendamise. Mida homogeensemat süstimist võimaldab soolveeprits, seda suurem võib olla lisatava soolvee kontsentratsioon. Pritsi nõelapadjas on mitukümmend kuni isegi üle paarisaja nõela, pritsitava soolvee rõhku ja kogust, liha transportööri liikumiskiirust on võimalik reguleerida. Madalarõhuliste pritside nõelte vedelikuavad on suuremad (~1 mm) ning asetsevad 2-4 kaupa nõela tipus. Pihustussüsteem-pritside nõeltes on 11-14 ava erineval kõrgusel piki nõela ning avad on väiksemad (~0,6 mm). Torkepatjadele annab üles-alla liikumise seadme korpuses olev vändamehhanism või hüdraulika. Vedrustus välistab nõelte nüristumise torkamisel kontidesse. – olenevalt lihasse süstitud lahuse jaotumisest. Ringlev soolveesüsteem tähendab, et lihasse mitteimendunud soolvesi ja lihast eraldunud mahl kogutakse, filtreeritakse ja pritsitakse uuesti. Kinni tuleb pidada antud seadme jaoks sobivast režiimist, vältimaks nt soolvee taskute teket liiga suure pritsimisrõhu puhul, korrigeerida vajadusel ringlevas süsteemi kogutud soolvee kontsentratsiooni ja liigse mikrobiaalse saastatuse vältimiseks töötada madalatel temperatuuridel. Nõelu tuleb perioodiliselt kontrollida ummistuste tekkele (Soidla et al., 2011; Xargayó, 2010).

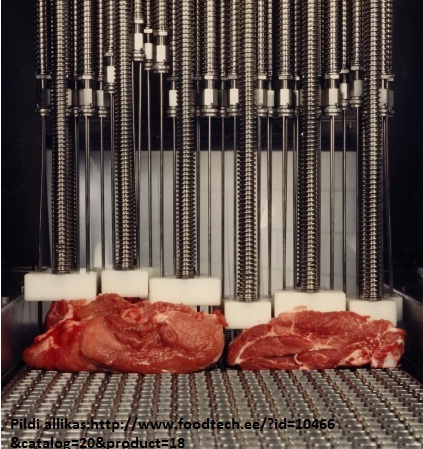
Piltidel on mitmenõelaline soolveeprits.
Järgnevas videos on näha soolveepritsi tööd.
Järgnevas videos on näha soolveepritsi tööd.
Tenderisaatorid
Tenderiseerimiseks - liha mehhaaniliseks mõjutamist lihaskiudude läbitorkamise teel - kasutatakse võlltenderisaatoreid, piiktenderisaatoreid või nn haamer ehk pre-masseermist. Tulemusena suureneb liha õrnus, mahlakus, paraneb ja kiireneb soolamislisandite jaotumine lihas, vähenevad kuumtöötlemise kaod. Tenderiseerimine võimaldab liha siirimise käigus jätta eemaldamata tüki lihaseid ümbritseva sidekoe. Rakendatava tenderiseerimise aste sõltub tootest: viilutatud sinkide tootmiseks peab tenderiseerimisprotsess olema väga intensiivne vältimaks probleeme lõikamislindil, teatud kõrgekvaliteedilistes toodetes on nõutav hoopis liha kiulise struktuuri säilimine ning tenderiseerimist ei kasutata (Xargayó, 2010).
Tenderiseerimiseks - liha mehhaaniliseks mõjutamist lihaskiudude läbitorkamise teel - kasutatakse võlltenderisaatoreid, piiktenderisaatoreid või nn haamer ehk pre-masseermist. Tulemusena suureneb liha õrnus, mahlakus, paraneb ja kiireneb soolamislisandite jaotumine lihas, vähenevad kuumtöötlemise kaod. Tenderiseerimine võimaldab liha siirimise käigus jätta eemaldamata tüki lihaseid ümbritseva sidekoe. Rakendatava tenderiseerimise aste sõltub tootest: viilutatud sinkide tootmiseks peab tenderiseerimisprotsess olema väga intensiivne vältimaks probleeme lõikamislindil, teatud kõrgekvaliteedilistes toodetes on nõutav hoopis liha kiulise struktuuri säilimine ning tenderiseerimist ei kasutata (Xargayó, 2010).


Piltidel on toodud erineva suurusega tenderisaatorid.
Järgnevast videolõigust on võimalik näha tenderisaatori töötamist.
Järgnevast videolõigust on võimalik näha tenderisaatori töötamist.
Tumblerid ja masseerimise seadmed
Tumblerid ja masseerimise seadmed on seadmed, milledes toimub pehme liha intensiivne mehaaniline mõjutamine hõõrdumise või muljumise toimel, tumbleerimisel lisandub ka kukkumine.
Töötlemisel purunevad lihaskiud suurendades liha veesiduvusvõimet ning soolamisvee juuresolekul müofibrillivalgud punduvad, lahustuvad ja ekstraheeruvad kleepuva pinnakihina parandades lihatükkide seostatust, soolvee jaotus ühtlustub.
Liha laaditakse seadmesse 2/3 ulatuses, soolamata sidusliha tooraine korral lisatakse soolamisvesi ja mahuti pannakse pöörlema. Masseerimise seadmetes hõõrduvad lihatükid vastu üksteist ja seadme pindu. Tumbleris tõstetakse lihatükk seadme ülaossa ja lastakse kukkuda vastu põhjas paiknevat liha. Tumbleerimine lõhub rakke rohkem, masseerimisel jääb kiuline struktuur tervemaks, seega kumba protsessi eelistada, sõltub tootest, lisaks, võttes arvesse ka tooraine kvaliteeti, tükisuurust ja soolvee koostist tuleb paika sättida seadme töökiirus, töötlemise aeg ja temperatuur. Tumblerid ja masseerimise seadmed töötavad perioodilise töötsükliga 10-12 tunni vältel, see võimaldab toote valmimist masseerimise ajal parandades tulemust. Singid, mille tootmisel tumbleerimist ei kasutata, peavad parast soolamist valmima palju kauem, kuni 48 tundi enne kuumtöötlusega alustamist.
Kuna hõõrdumise käigus liha proteiinid emulgeerivad, võimaldavad enamik seadmeid rakendada vaakumit vältimaks singi omadusi halvendavat vahu teket. Tumblerite ja masseerimise seadmete automatiseerimine on saanud hoo sisse alles viimastel aastatel, võimaldades tööjõu kokkuhoidu ning ennetades inimlike vigade teket erinevate töörežiimide määramiste käigus (Xargayó, 2010; Heinz ja Hautzinger, 2007).
Järgnevalt on toodud tumbleri tööd tutvustav video.
Tumblerid ja masseerimise seadmed on seadmed, milledes toimub pehme liha intensiivne mehaaniline mõjutamine hõõrdumise või muljumise toimel, tumbleerimisel lisandub ka kukkumine.
Töötlemisel purunevad lihaskiud suurendades liha veesiduvusvõimet ning soolamisvee juuresolekul müofibrillivalgud punduvad, lahustuvad ja ekstraheeruvad kleepuva pinnakihina parandades lihatükkide seostatust, soolvee jaotus ühtlustub.
Liha laaditakse seadmesse 2/3 ulatuses, soolamata sidusliha tooraine korral lisatakse soolamisvesi ja mahuti pannakse pöörlema. Masseerimise seadmetes hõõrduvad lihatükid vastu üksteist ja seadme pindu. Tumbleris tõstetakse lihatükk seadme ülaossa ja lastakse kukkuda vastu põhjas paiknevat liha. Tumbleerimine lõhub rakke rohkem, masseerimisel jääb kiuline struktuur tervemaks, seega kumba protsessi eelistada, sõltub tootest, lisaks, võttes arvesse ka tooraine kvaliteeti, tükisuurust ja soolvee koostist tuleb paika sättida seadme töökiirus, töötlemise aeg ja temperatuur. Tumblerid ja masseerimise seadmed töötavad perioodilise töötsükliga 10-12 tunni vältel, see võimaldab toote valmimist masseerimise ajal parandades tulemust. Singid, mille tootmisel tumbleerimist ei kasutata, peavad parast soolamist valmima palju kauem, kuni 48 tundi enne kuumtöötlusega alustamist.
Kuna hõõrdumise käigus liha proteiinid emulgeerivad, võimaldavad enamik seadmeid rakendada vaakumit vältimaks singi omadusi halvendavat vahu teket. Tumblerite ja masseerimise seadmete automatiseerimine on saanud hoo sisse alles viimastel aastatel, võimaldades tööjõu kokkuhoidu ning ennetades inimlike vigade teket erinevate töörežiimide määramiste käigus (Xargayó, 2010; Heinz ja Hautzinger, 2007).
Järgnevalt on toodud tumbleri tööd tutvustav video.
Millised on masseerimise seadmete ja tumblerite töö erinevused?
Kuumtöötlusseadmed
Keedukateldes võib keeta vormisinke. Keetmine võtab vähe aega ning kuumus jaguneb ühtlaselt, kuid liha otsene kontakt keeduveega, ümberpakkimise vajadus pärast valmimist ning suur ruumikasutus teevad keedukatlad tööstuslikuks kasutamiseks ebasobivaks.
Keedukambrites keedetakse ning ühtlasi jahutatakse nii vormi pressitud, kesta pritsitud kui võrgustatud sinke, sobides nii keedusinkide tootmiseks kui suitsutusahjust tulnud sinkide edasiseks töötlemiseks. Keetmine toimub otseauruga, jahutamine veega. Kuigi aurus valmimine on aeganõudvaim kui vees keetmine, on keedukambrid ökonoomsemad ning lihtsamad kasutada. Kambris on raamid, kuhu vormisingid laotakse, kinnitatakse sidumisaasadega keppidele kinnitatud sidusliha batoonid aetatakse horisontaalselt ning roostevabast metallist konksudele riputatud võrgustatud singid riputatakse nii, et nad teineteise vastu ei puutu. Aur ja vesi juhitakse kambrisse läbi torusüsteemi, keskkonna ühtlase jaotuse tagab ventilatsioonisüsteem. Keetmisrežiime on erinevaid: ühtlane temperatuur (universaalne), langetatav temperatuur (kiireim, kuid mitteaktsepteeritav lühema säilivuse ning üleküpsetamisohu tõttu), tõstetav temperatuur – astmeline või nn Delta T (minimaalne kuumtöötluskadu ning üleküpsetamisoht, samas liiga aeganõudev tööstusele). Vormisinkidel lastakse pärast keetmist ja jahutust seista jahutusruumis minimaalselt 12 tundi enne vormist välja võtmist.
Klassikalisteks suitsuahjudeks võib lugeda seadmeid, mis on ehitatud tulekindlatest tellistest ja on köetavad ahju põhja tehtavast lahtisest tulest, mõnedel ahjudel on lisaks täiendavad gaasipõletid kindlustamaks temperatuuri püsivuse ja koos veevanniga keskkonna niisutuse. Tootmishoones paikneb tulekolle tavaliselt tootmishoone tasapinnast allpool, suitsukamber on eraldatud perforeeritud põhjaga. Suitsu temperatuuri ja jaotuvuse ebaühtlus on klassikaliste suitsuahjude üheks suurimaks puuduseks.
Universaaltermokambrid on kõige tänapäevasemad sinkide tootmise seadmed, kus etteprogrammeeritud temperatuuride ja õhuniiskuse alusel toimuvad järjest kõik töötlusetapid: eelsoojendamine, kuivatamine, suitsutamine, keetmine ja jahutamine. Kambrid on ühe või mitmeraamilised. Suitsu tekitamiseks on eraldiseisvad suitsugeneraatorid, millest suits juhitakse termokambrisse toru abil, või genereeritakse suits kambri sees juhtides kuuma auru (300°C) joa läbi kompaktse saepurukihi. Üks suitsugeneraator võib varustada mitut kambrit. Ventilatsioon toimub reeglina kambri ülaservades asuvatest düüsidest allapoole ning tõmmatakse kambri keskkohast ventilaatoriga üles, kogutakse ja lastakse pärast parameetrite korrigeerimist korduvalt kambrisse ringlema, õhu liikumiskiirus on reguleeritav vastavalt soovitud tootele. Vajalik õhuniiskus saavutatakse niisutite abil. Võimalik on nii vesijahutus duši süsteemiga (toote sisetemperatuurini +20…+25 °C) kui õhkjahutus külma õhuga (sisetemperatuurini +6 °C) (Soidla et al., 2011; Lagares, 2010).
Keedukateldes võib keeta vormisinke. Keetmine võtab vähe aega ning kuumus jaguneb ühtlaselt, kuid liha otsene kontakt keeduveega, ümberpakkimise vajadus pärast valmimist ning suur ruumikasutus teevad keedukatlad tööstuslikuks kasutamiseks ebasobivaks.
Keedukambrites keedetakse ning ühtlasi jahutatakse nii vormi pressitud, kesta pritsitud kui võrgustatud sinke, sobides nii keedusinkide tootmiseks kui suitsutusahjust tulnud sinkide edasiseks töötlemiseks. Keetmine toimub otseauruga, jahutamine veega. Kuigi aurus valmimine on aeganõudvaim kui vees keetmine, on keedukambrid ökonoomsemad ning lihtsamad kasutada. Kambris on raamid, kuhu vormisingid laotakse, kinnitatakse sidumisaasadega keppidele kinnitatud sidusliha batoonid aetatakse horisontaalselt ning roostevabast metallist konksudele riputatud võrgustatud singid riputatakse nii, et nad teineteise vastu ei puutu. Aur ja vesi juhitakse kambrisse läbi torusüsteemi, keskkonna ühtlase jaotuse tagab ventilatsioonisüsteem. Keetmisrežiime on erinevaid: ühtlane temperatuur (universaalne), langetatav temperatuur (kiireim, kuid mitteaktsepteeritav lühema säilivuse ning üleküpsetamisohu tõttu), tõstetav temperatuur – astmeline või nn Delta T (minimaalne kuumtöötluskadu ning üleküpsetamisoht, samas liiga aeganõudev tööstusele). Vormisinkidel lastakse pärast keetmist ja jahutust seista jahutusruumis minimaalselt 12 tundi enne vormist välja võtmist.
Klassikalisteks suitsuahjudeks võib lugeda seadmeid, mis on ehitatud tulekindlatest tellistest ja on köetavad ahju põhja tehtavast lahtisest tulest, mõnedel ahjudel on lisaks täiendavad gaasipõletid kindlustamaks temperatuuri püsivuse ja koos veevanniga keskkonna niisutuse. Tootmishoones paikneb tulekolle tavaliselt tootmishoone tasapinnast allpool, suitsukamber on eraldatud perforeeritud põhjaga. Suitsu temperatuuri ja jaotuvuse ebaühtlus on klassikaliste suitsuahjude üheks suurimaks puuduseks.
Universaaltermokambrid on kõige tänapäevasemad sinkide tootmise seadmed, kus etteprogrammeeritud temperatuuride ja õhuniiskuse alusel toimuvad järjest kõik töötlusetapid: eelsoojendamine, kuivatamine, suitsutamine, keetmine ja jahutamine. Kambrid on ühe või mitmeraamilised. Suitsu tekitamiseks on eraldiseisvad suitsugeneraatorid, millest suits juhitakse termokambrisse toru abil, või genereeritakse suits kambri sees juhtides kuuma auru (300°C) joa läbi kompaktse saepurukihi. Üks suitsugeneraator võib varustada mitut kambrit. Ventilatsioon toimub reeglina kambri ülaservades asuvatest düüsidest allapoole ning tõmmatakse kambri keskkohast ventilaatoriga üles, kogutakse ja lastakse pärast parameetrite korrigeerimist korduvalt kambrisse ringlema, õhu liikumiskiirus on reguleeritav vastavalt soovitud tootele. Vajalik õhuniiskus saavutatakse niisutite abil. Võimalik on nii vesijahutus duši süsteemiga (toote sisetemperatuurini +20…+25 °C) kui õhkjahutus külma õhuga (sisetemperatuurini +6 °C) (Soidla et al., 2011; Lagares, 2010).
